
Critical Installation Failures in Color-Coated Aluminum Roofing
The early failure of color-coated aluminum roofing is rarely due to the material itself, but rather mechanical or chemical errors during the installation phase. Color-coated aluminum, typically using 3003 or 3004 alloy substrates with PVDF (Polyvinylidene Fluoride) coatings, is engineered for 20-30 years of service. However, premature degradation—such as coating delamination, galvanic corrosion, or water ingress—usually stems from improper fastener selection, inadequate thermal expansion management, or surface contamination from carbon steel tools. Failure to adhere to specific torque requirements and the use of incompatible sealants can compromise the protective pre-treatment layer, leading to rapid oxidation of the aluminum substrate.
Technical Performance & Compatibility Matrix
This table outlines the technical constraints and compatibility requirements necessary to prevent premature roofing failure.
| Parameter | Specification/Requirement | Impact of Deviation |
| Fastener Material | 304/316 Stainless Steel | Carbon steel causes Galvanic Corrosion |
| Expansion Allowance | 2.4 mm/m (at $\Delta T=100^\circ C$) | Buckling, oil canning, or fastener shear |
| Minimum Pitch | $\ge 5^\circ$ (approx. 1:12) | Water ponding and accelerated coating erosion |
| Sealant Chemistry | Neutral Cure Silicone (Non-Acidic) | Acetic acid corrodes the aluminum/coating interface |
| Coating Integrity | PVDF (2-coat/3-coat system) | PE coatings fail under high UV (Chalking/Fading) |
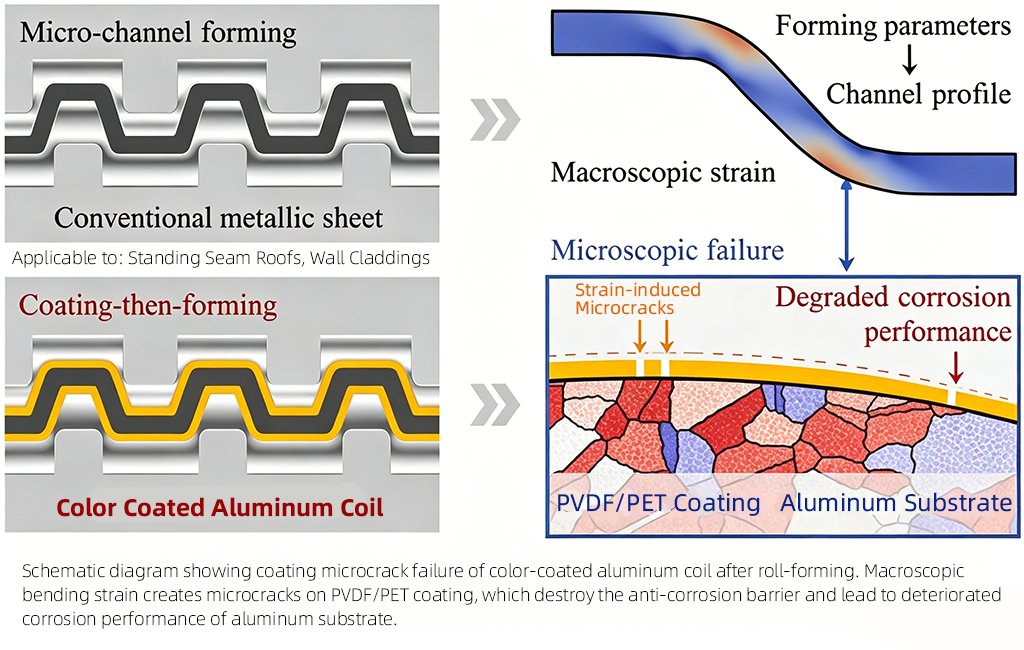
| Bending Radius | $\ge 2t$ (2x metal thickness) | Micro-cracking of the coating layer |
Managing Thermal Expansion and “Oil Canning”
One of the most common aesthetic “failures” that leads to mechanical stress is Oil Canning—the visible waviness in the flat areas of metal panels. In color-coated aluminum, this is often caused by over-driven fasteners.
- Fastener Torque: Fasteners should be tightened until the EPDM washer is slightly compressed but not deformed beyond the edge of the metal cap. Over-tightening restricts the thermal movement of the 3000-series aluminum alloy, leading to stress fractures around the fastener head.
- Substrate Leveling: Ensure the roof deck or purlins are aligned within a tolerance of 3mm per 3 meters. Uneven substrates force the flexible aluminum sheet to “telegraph” the underlying irregularities, stressing the coating at high points.

Chemical and Environmental Protection Standards
Compliance with international standards is vital for installations in harsh environments (coastal or industrial).
- AAMA 2605 Compliance: For high-exposure projects, ensure the color-coated aluminum meets AAMA 2605 standards, which require 4,000 hours of salt spray testing and 10 years of South Florida UV exposure testing.
- Edge Protection: Cut edges are the most vulnerable points. In coastal areas (within 5km of the sea), installers should apply a clear edge-sealer to prevent “filiform corrosion,” where moisture creeps under the coating from the exposed aluminum cross-section.
- Handling & Storage: Never store color-coated aluminum coils or panels in wet stacks. Capillary action can draw moisture between layers, leading to white rust (aluminum oxide) formation before the product is even installed.