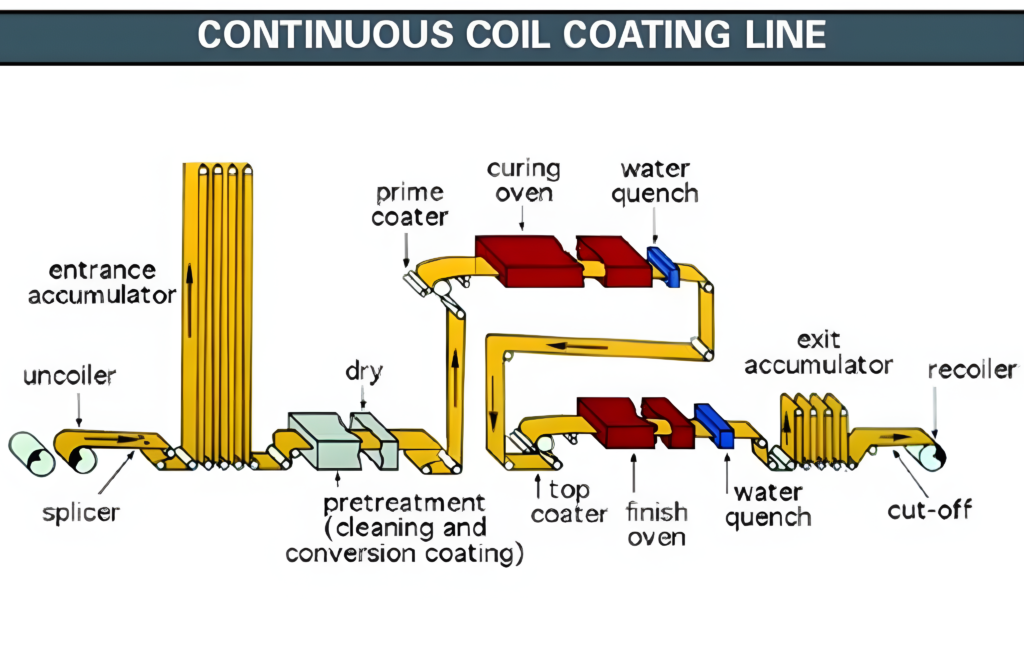

Continuous Coil Coating: The Application of Color to Aluminum Coils
Colors are applied to aluminum coils through a highly automated, continuous industrial process known as coil coating (pre-painting). This method involves uncoiling the aluminum strip (typically 3003-H24 or 5052-H32 alloys), executing a multi-stage chemical pre-treatment to ensure interfacial adhesion, and applying liquid resins via precision roller coaters before thermal curing in flotation ovens. Liquid coatings—such as Polyvinylidene Fluoride (PVDF), High-Durability Polyester (HDP), or Polyurethane (PU)—are metered onto the strip at a wet film thickness calculated to yield a dry film thickness (DFT) of 15 μm to 45 μm depending on the layer system (1-coat, 2-coat, or 3-coat). This continuous method eliminates the inconsistencies of batch spray applications, delivering uniform color density, superior formability, and verified compliance with AAMA 2605 and EN 13523 standards.
Technical Parameter Matrix: Coating Methods and Specifications
The following structured matrix compares the primary industrial methods used to apply color and protective finishes to aluminum coils for B2B architectural, industrial, and transportation applications.
| Processing Parameter | Liquid Coil Coating (PVDF / HDP) | Powder Coil Coating (Thermoset) | Continuous Anodizing (Electrolytic Dyeing) |
| Common Aluminum Alloys | 1100, 3003, 3105, 5052 | 3003, 5052, 6061 | 5005 (Anodizing Quality), 5052 |
| Application Mechanism | Reverse roll-coater pick-up | Electrostatic powder deposition | Electrochemical oxide layer + organic/inorganic dye |
| Typical Dry Film Thickness (DFT) | 23 μm – 35 μm (Multi-coat) | 40 μm – 80 μm (Single pass) | 10 μm – 25 μm (Oxide layer depth) |
| Curing / Sealing Mechanism | Thermal baking ($240^\circ\text{C}-249^\circ\text{C}$ PMT) | Thermal fusion ($200^\circ\text{C}$ metal temp) | Hydrothermal sealing ($>98^\circ\text{C}$ deionized water) |
| Salt Spray Resistance (ASTM B117) | $\ge 3,000\text{ Hours}$ (PVDF system) | $\ge 2,000\text{ Hours}$ | $\ge 3,000\text{ Hours}$ (In high-purity seal) |
| UV Resistance (AAMA Compliance) | AAMA 2605 (Hyper-durable) | AAMA 2604 / AAMA 2605 | AAMA 2603 / AAMA 2604 |
| Color Versatility & Metallics | Excellent (Mica, metallic flakes) | Good (Textured, heavy build) | Limited (Metallic tones: bronze, gold, black) |
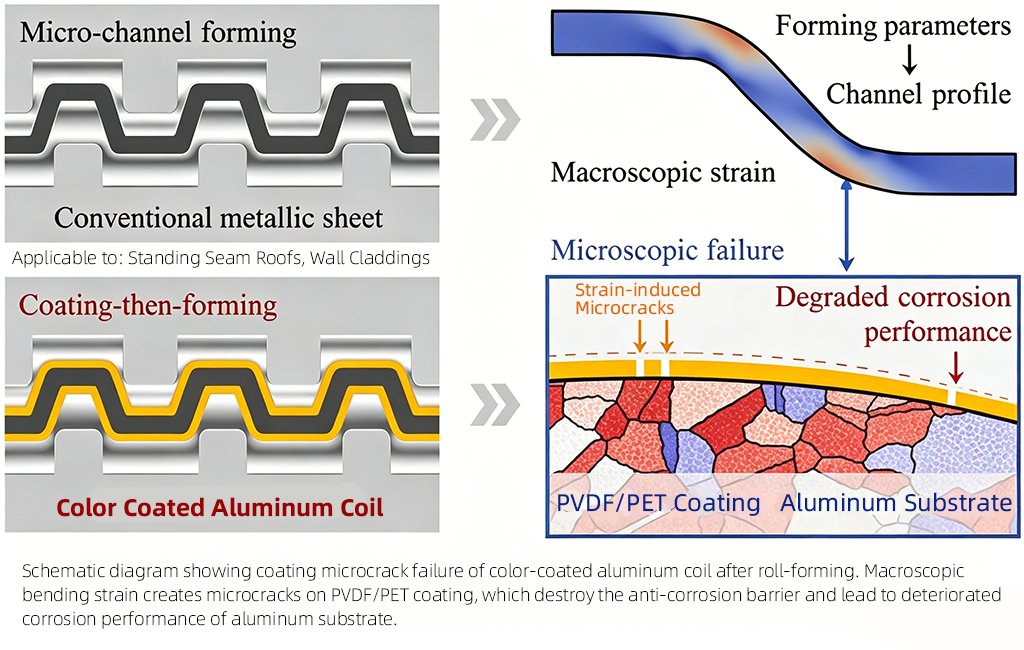
| Formability (T-Bend: ASTM D4145) | $\le 2\text{T}$ with zero tape pick-off | $\ge 3\text{T}$ (Susceptible to cracking) | 0T (Post-forming induces micro-cracking) |
Atomic Mechanics of Coil Coating Application Phases
Phase 1: Precision Multi-Stage Pre-Treatment
Before any liquid paint touches the aluminum coil, the metal surface must be chemically modified to strip native oxides, organic oils, and rolling residues.
- The Degreasing Stage: The strip passes through an alkaline spray or immersion tank ($60^\circ\text{C} – 70^\circ\text{C}$) to saponify surface oils.
- The Conversion Layer: The aluminum is rinsed with deionized water and treated with a conversion compound (Chromating). This process creates an amorphous, chemically inert complex layer on the raw aluminum. This layer acts as a critical corrosion barrier and provides polar sites that bind covalently to the liquid primer.
Phase 2: Reverse Roll Coating Mechanism
The actual application of color relies on a three-roll or two-roll reverse roll coater system. In a reverse roll setup, the applicator roll rotates in the opposite direction of the moving aluminum strip.
- Film Uniformity Control: The pick-up roll extracts liquid paint from the pan and transfers it to the applicator roll. A metering doctor blade controls the precise thickness of the liquid film on the applicator roll.
- Elimination of Ribbing: Because the applicator roll moves counter to the aluminum coil, it wipes the liquid coating onto the metal smoothly. This configuration eliminates surface defects like ribbing lines or orange-peel textures, ensuring a uniform gloss rating (per ASTM D523).
Phase 3: High-Velocity Thermal Curing
Once coated, the wet aluminum strip enters a multi-zone flotation oven where it is supported on a cushion of high-velocity hot air, preventing any mechanical contact with the uncured surface.
- Solvent Evaporation Zone: The initial zones of the oven evaporate volatile organic solvents at a controlled rate. If the line speed is mismanaged or the initial zone temperature is too high, the surface will flash-cure (“skin over”), trapping solvents beneath. This leads to solvent popping (micro-pinholes), which degrades the coating’s salt spray resistance from 3,000 hours down to under 500 hours.
- Resin Cross-Linking Zone: In the final zones, the strip reaches its target Peak Metal Temperature (PMT). At this point, functional groups within the resin matrix (such as the acrylic and fluoropolymer molecules in a PVDF system) cross-link, transforming the liquid film into a highly durable, solid polymer network.