
Adhesion is evaluated with both non-destructive and destructive methods to ensure coating-substrate bonding under production conditions.
The primary in-line tests are the cross-cut/tape adhesion test (ISO 2409, ASTM D3359) and the pull-off adhesion test (ISO 4624, ASTM D4541).
Additional bend/impact checks may be used to assess adhesion after deformation. Surface pretreatment, cleanliness, and cure quality directly influence results.
Test frequency is defined by the process control plan and product standard (PVDF/FEVE coil coatings on aluminum).
Results are reported as adhesion class/MPa, with failure modes recorded for continuous improvement.

Test Methods in Production
- Cross-Cut Tape Adhesion (ISO 2409 / ASTM D3359)
Prepare aluminum test panels with consistent production pretreatment. Score a standard lattice pattern on the coating, then apply and press specified adhesive tape evenly. Peel the tape at a regulated angle and speed, and check for coating peeling. Grade adhesion from 0–5 (4B–5B as qualified), complying with product specification requirements. - Pull-Off Adhesion (ISO 4624 / ASTM D4541)
Glue a standard dolly to the coating with qualified epoxy adhesive and fully cure as required. Use a calibrated tester to apply vertical pulling force until damage occurs. Record maximum tension and calculate adhesion strength in MPa. The result shall meet the minimum strength specified for the coating system. - Bend/Deformational Adhesion (ISO 1519)
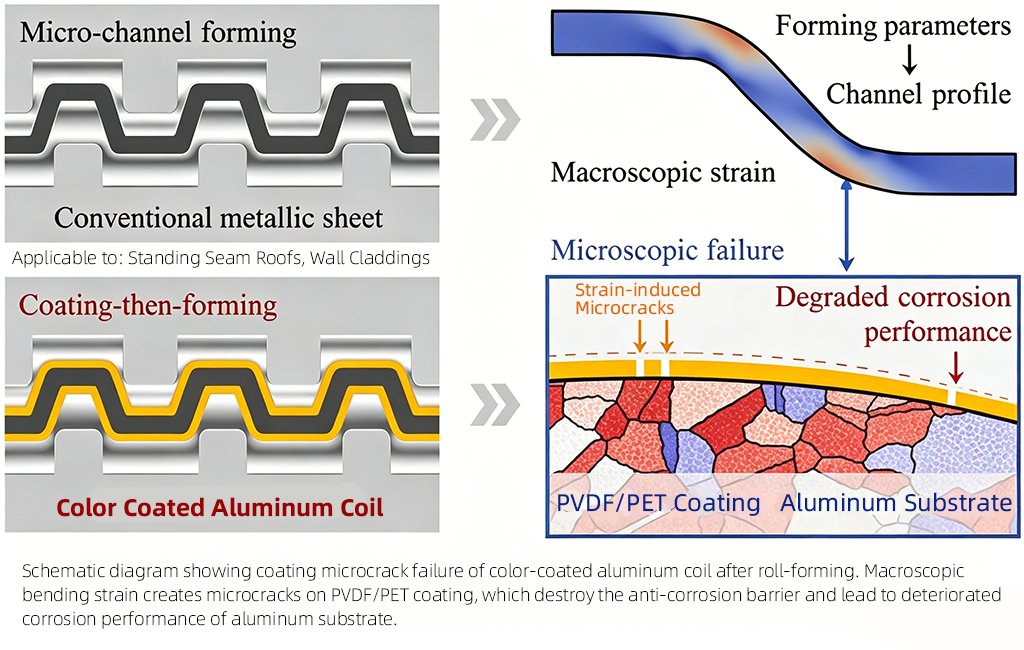
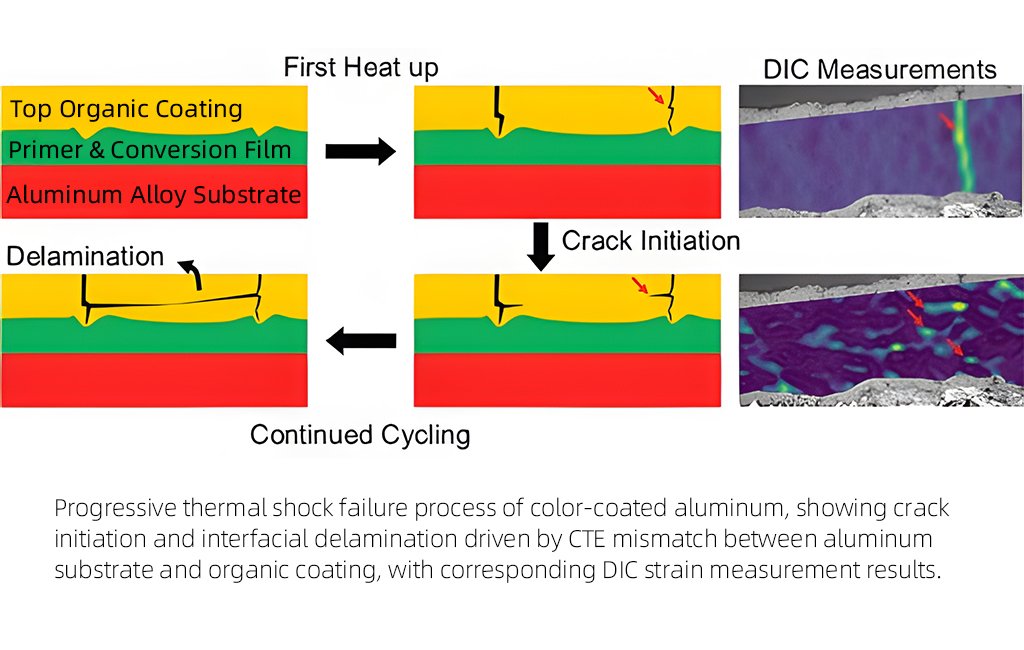
Bend coated aluminum strips around a standard mandrel with a fixed radius. Examine the bent area for cracks and delamination. No coating cracking or peeling is deemed acceptable. - Surface Pretreatment Verification
Check surface cleanliness and treatment quality per ISO 8501-1 and ISO 12944. Ensure thorough decontamination and oxide removal, and qualified conversion coating, in line with QA standards.
Interpreting Results and Actions
- Failure Mode Analysis
Cohesive failure: Caused by poor binder performance, pigment defects or excessive film stress.
Interface debonding: Resulting from inadequate surface pretreatment.
Substrate damage: Related to over-treatment or weak substrate performance. - Process Adjustment
Failed pull-off with qualified cross-cut: Optimize curing conditions, interlayer bonding and surface treatment.
Unqualified bend test: Adjust coating flexibility, film thickness and interface bonding state.
Quality Control Integration
- Testing Frequency
Cross-cut test: Full-lot or daily routine inspection.
Pull-off test: Periodic sampling, with higher frequency for high-performance PVDF/FEVE coatings.
Bend test: Applied to ductility-required products or after production process adjustments. - Data Management
Record batch information, coating type, curing parameters, pretreatment conditions, test data and failure modes. Monitor quality trends via SPC and implement timely corrective measures.
SOP / Checklist (Quality-focused adhesion testing)
1.Define test scope and acceptance criteria
Select applicable tests (cross-cut, pull-off, bend) per product specifications and customer requirements.
- Prepare test coupons
Use production-matched aluminum substrates with consistent pretreatment and coating thickness. - Verify surface pretreatment
Confirm surface cleanliness and treatment quality complying with ISO 8501-1 before coating. - Conduct Cross-Cut Tape Adhesion test
Score standard lattice, apply tape with controlled pressure, remove and evaluate coating condition. - Record Cross-Cut results
Document 0–5 adhesion rating and any delamination along cut lines. - Conduct Pull-Off Adhesion test (as required)
Bond and cure dollies, complete tensile testing, record peak force and calculate MPa strength. - Conduct Bend test (as required)
Perform mandrel bending and inspect coating for cracks or delamination. - Analyze failure modes
Identify root causes (pretreatment, curing, interlayer adhesion, substrate) and implement corrective actions. - Document and ensure traceability
Link test results to batch, cure cycle and coating system; archive records for audit. - Review in quality meetings
Monitor quality trends, adjust process controls and update specifications when necessary.
Standards & Compliance
- Primary referenced standards: ISO 2409/ASTM D3359, ISO 4624/ASTM D4541, ISO 1519, ISO 8501-1 and ISO 12944, applicable to aluminum coil coatings.
- Regional coating standards may impose additional requirements on equipment, cure monitoring and acceptance thresholds.