
Pollution deposits acidic species (e.g., sulfuric and nitric acids in acid rain, SO2/NOx-derived acids) onto color-coated aluminum panels, stressing the organic topcoat and the pretreatment/primer system.
The primary risks are coating degradation (chalk, fade, gloss loss, and micro-scratches), edge/interlayer corrosion if the coating breaches the barrier, and accelerated substrate corrosion at damaged areas.
High-quality fluoropolymer coatings (PVDF/FEVE) with robust pretreatment provide superior resistance, but prolonged exposure to aggressive pollutants, moisture, UV, and temperature cycling can still drive interfacial debonding, pigment degradation, and increased maintenance needs.
Definition, scope, and terminology
Color-coated aluminum panel: aluminum substrate with an organic polymeric topcoat (commonly PVDF or FEVE) and an optional primer/pretreatment layer, designed for exterior use.
Pollution impact: chemical and physical effects from atmospheric contaminants (acid rain, SO2, NOx, chlorides) that alter coating properties, adhesion, or substrate corrosion.
Edge and interlayer vulnerability: breaches at any coating interface or panel edge substantially increase corrosion risk under polluted environments.
Pollution pathways and failure modes
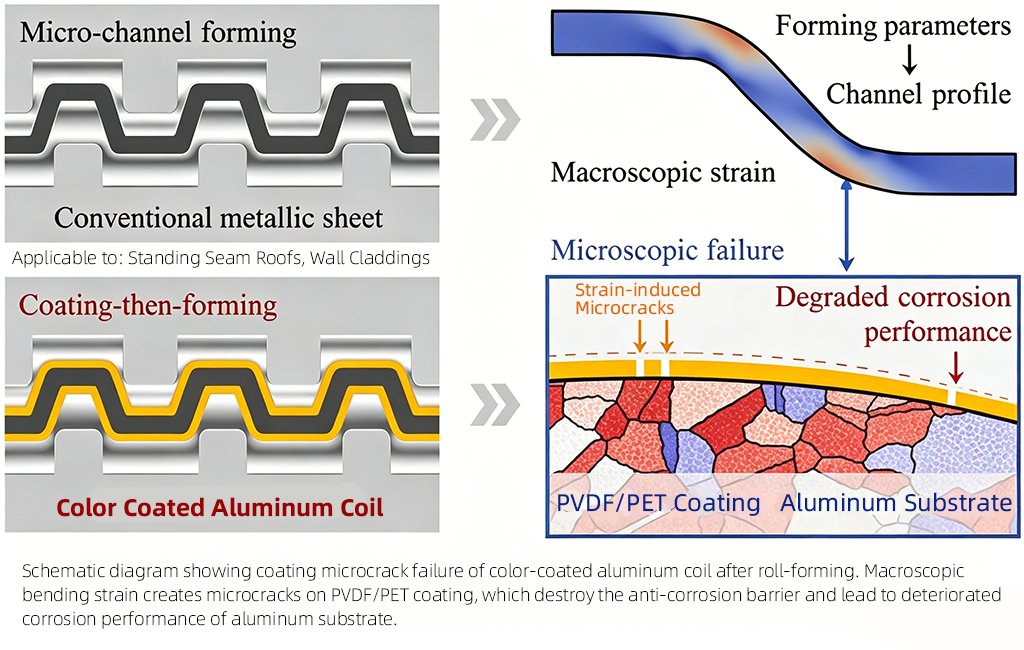
Chemical attack: acids in rain dissolve or hydrolyze coating components; pigments may fade or chalk, reducing UV protection.
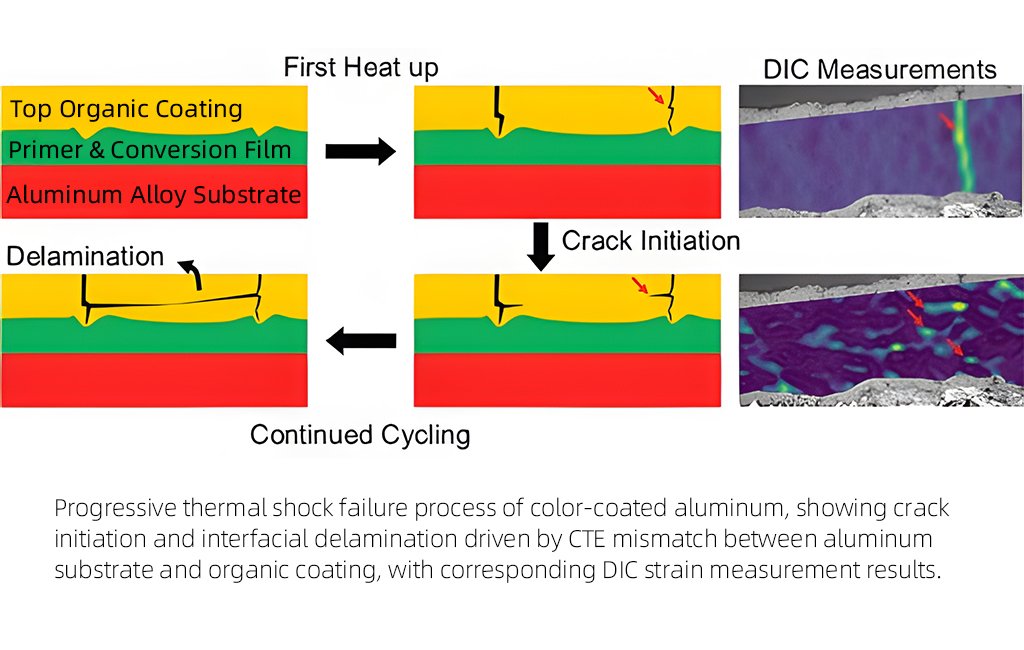
Interfacial debonding: moisture ingress plus UV exposure weakens adhesion between coating layers, accelerating delamination.
Edge/interlayer corrosion: damaged edges or pinholes allow moisture/pollutants to contact aluminum, forming localized corrosion cells.
UV-assisted degradation: UV exposure accelerates pigment and binder degradation, amplifying color change and gloss loss under polluted atmospheres.
Salt and chloride synergy: urban/industrial emissions increase chloride deposition, exacerbating pitting at flaws or cut edges.
Materials, coating systems, and compatibility
Topcoat choices: PVDF (polyvinylidene fluoride) and FEVE (fluoroethylene vinyl ether) provide chemical resistance and color stability; pigment systems should resist fading under UV and pollution exposure.
Pretreatment: optimized aluminum pretreatment (e.g., appropriate conversion coatings) to maximize adhesion and barrier performance.
Edge protection: sealing and careful edge finishing are critical in polluted environments to minimize ingress.
Maintenance coatings: periodic cleaning to remove acid residues and pollutants helps preserve performance.
SOP / Checklist (Preventive actions and QA)
1.Assess environment and exposure
Identify pollution profile (acid rain intensity, NOx/SO2 levels, chlorides) and climate (UV, humidity, temperature cycles).
2.Select a robust coating system
Choose high-performance PVDF/FEVE topcoats with proven outdoor durability; ensure compatible primers and pretreatment for aluminum.
3.Verify edge protection
Apply edge sealants and ensure complete wrap of coating over edges; inspect for any breaches during fabrication.
4.Define film thickness and quality targets
Establish minimum total dry film thickness (DFT) per system; use in-line gauges and post-cabrication audits.
5.Schedule surface preparation controls
Enforce cleanliness standards (ISO 8501) for pretreatment; monitor bath chemistry, temperature, and dwell times.
6.Implement environmental controls during manufacturing
Minimize dust, contaminants, and acid deposition exposure on cured panels; store in covered, climate-controlled spaces.
7.Field acceptance testing
Perform adhesion tests (ISO 4624 or ASTM D4541), gloss retention, and colorfastness tests after installation and periodic intervals.
8.Routine cleaning and maintenance
Establish approved cleaning protocols to remove acidic deposits without harming the coating.
9.Inspection and repair protocol
Document any coating damage; apply approved touch-ups or repairs; replace panels with service life considerations.
10.Documentation and traceability
Record coating type, pretreatment, batch, cure data, and QA tests for warranty and lifecycle planning.