
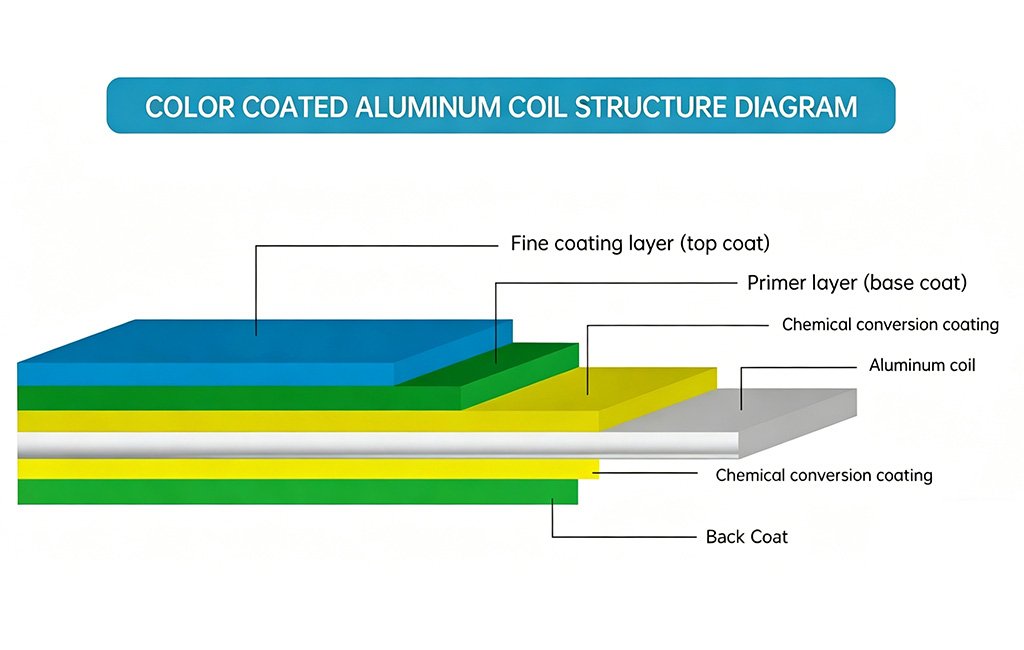
Primer on color-coated aluminum acts as an adhesion promoter and corrosion barrier between the aluminum substrate (often pretreated) and the outer topcoat.
It fills surface porosity, improves bonding, and can include corrosion inhibitors or conversion coatings to slow oxidation.
The topcoat provides the primary weathering performance: color, gloss, UV resistance, chemical resistance, and dirt shedding.
In architectural systems, common configurations are two-coat (primer + fluoropolymer topcoat) and three-coat (primer + base color coat + clear topcoat).
System performance depends on pretreatment quality, primer/topcoat compatibility, film thickness, and cure.
Primer fundamentals
Purpose: Adhere to aluminum after pretreatment, seal porosity, and provide a compatible surface for the topcoat.
Chemistry: Epoxy or polyurethane-based primers; may include corrosion inhibitors or conversion coatings (chromate-containing or chromate-free).
Performance levers: Bond strength, moisture barrier, and compatibility with fluoropolymer topcoats.
Topcoat fundamentals
Purpose: Deliver color and weathering protection; resist UV, chalking, gloss loss, and dirt pickup.
Chemistry: PVDF or FEVE fluoropolymer topcoats (often with a polyester or polyurethane binder); clear coats may be used for enhanced durability.
Performance levers: UV stability, color retention, gloss maintenance, and stain resistance.
System design and compatibility considerations
Pretreatment: Use aluminum-specific pretreatments (e.g., chromate-free conversion coatings or approved conversion layers) to maximize adhesion and corrosion resistance.
Bonding: Primer/topcoat pairing should be validated by manufacturer data and Q-control tests (adhesion, solvent resistance).
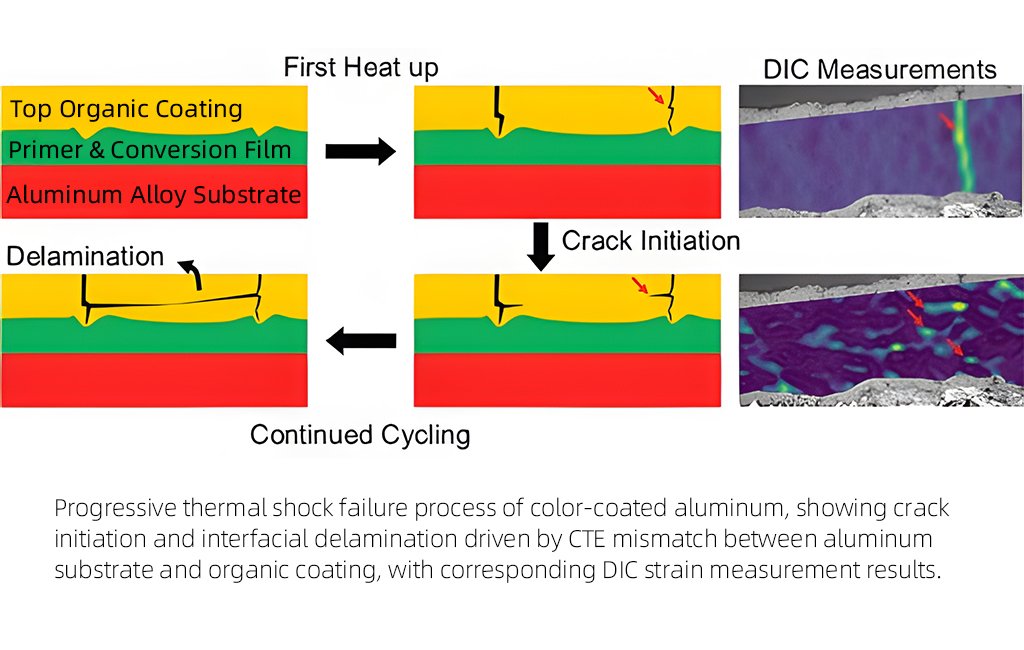
Film thickness: Ensure target total DFT meets system specification; imbalances can cause cracking or delamination under thermal cycling.
Cure: Verify full crosslinking; undercured films reduce abrasion and weathering resistance.
Field performance: Plan for field testing (accelerated weathering and outdoor exposure) to confirm color stability and adhesion in the intended climate.
Coating system options and standards (practical guidance)
PVDF systems: Widely used for cost-effective long-term color stability; compatible with epoxy/polyurethane primers.
FEVE systems: Superior long-term color and gloss retention; best-in-class for harsh climates or premium projects.
PE or polyurethane-based topcoats: Lower-cost options with reduced outdoor durability; typically used where budget dominates.
Standards references: AAMA 2604/2605 (architectural performance); ISO 4892 (weathering); ISO 12944 (corrosion protection frameworks).
SOP / Checklist (Primer & Topcoat Selection and Quality Assurance)
1.Define service environment
Identify UV exposure, temperature cycling, moisture, and pollutants for the intended climate.
2.Select coating system tier
Choose PVDF for cost-effective long life; FEVE for maximum weathering; consider PE/topcoat alternatives if budget-limited.
3.Verify substrate pretreatment
Confirm aluminum pretreatment method (conversion coating quality, cleanliness) per supplier recommendations.
4.Choose primer type
Select epoxy or polyurethane primer with suitable adhesion to pretreated aluminum; evaluate Cr(VI) vs chromate-free options.
5.Determine primer/topcoat compatibility
Ensure chemical compatibility and approved adhesion data between primer and topcoat.
6.Set film thickness targets
Primer: 5–15 μm; Topcoat: 20–60 μm (adjust per system); confirm total DFT with manufacturer guidelines.
7.Plan curing regime
Ensure proper cure temperature and time to achieve full crosslinking and adhesion.
8.Define testing protocol
Adhesion (ASTM D3359), salt spray (ASTM B117 or ISO equivalents), color and gloss (ASTM D2244, D523), and accelerated weathering (ISO 4892).
9.Field validation
Schedule outdoor exposure tests or accelerated cycles representative of target climate.
10.Documentation and traceability
Record substrate pretreatment, primer/topcoat specifics, DFT, cure data, and test results for warranties and audits.