
Technical Distinctions: Industrial vs. Residential Decorative Aluminum Coils
The primary technical divergence between industrial-grade and residential decorative aluminum coils lies in the microstructural integrity and metallurgical purity required for high-stress applications versus aesthetic finish. Industrial coils, often utilizing 3000 or 5000 series alloys, prioritize a refined, uniform equiaxed grain structure to withstand deep drawing and structural loading without fracturing. In contrast, residential decorative coils (typically 1000 or 8000 series) focus on surface homogeneity and “zero-defect” coating adhesion. Industrial grades enforce rigorous pinhole density limits (often <1 per $m^2$) and strict impurity caps on Silicon (Si) and Iron (Fe) to prevent galvanic corrosion, whereas decorative grades allow higher tolerances provided the surface tension supports a 25μm PVDF or PE coating without visual “fish-eyes.”
Technical Parameter Comparison Matrix
The following table outlines the mechanical and metallurgical specifications that differentiate these two product categories according to ASTM B209 and EN 485 standards.
| Feature | Industrial-Grade Aluminum Coil | Residential Decorative Coil |
| Typical Alloy Series | 3003 (H14), 5052 (H32), 5754 | 1100, 1060, 8011, 3105 |
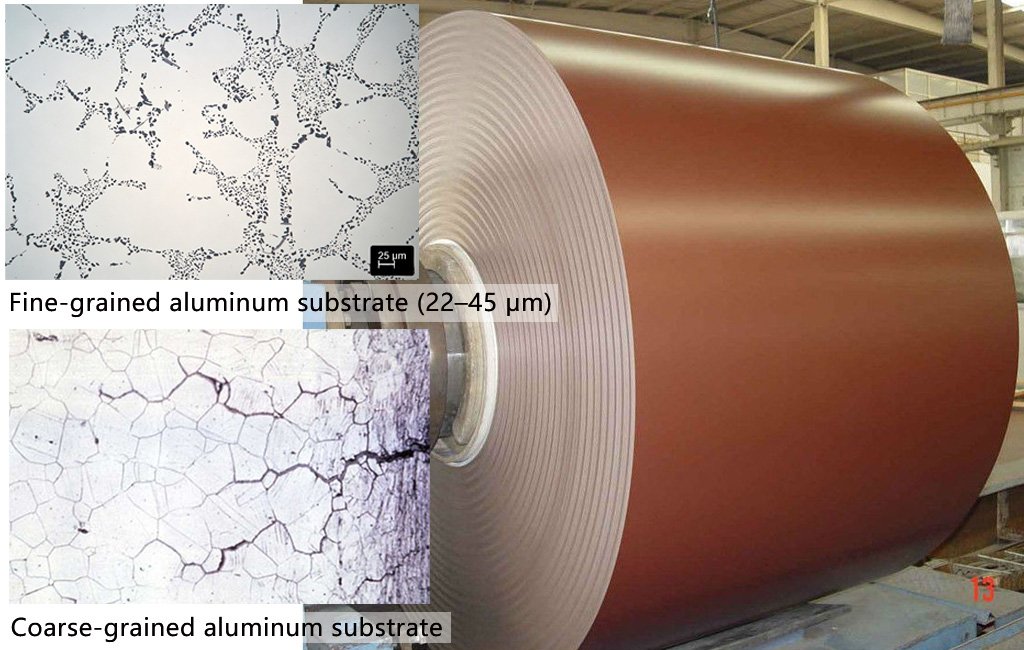
| Grain Structure | Fine, uniform equiaxed grains | Coarser, elongated longitudinal grains |
| Impurity Content (Fe+Si) | Restricted (<0.40% for 5052) | Higher tolerance (<0.70% – 1.0%) |
| Pinhole Control | Mandatory Ultra-Low (Critical for foils/tanks) | Standard (Visual inspection focused) |
| Coating Type | High-Durability PVDF (70% Kynar) | Polyester (PE) or Epoxy |
| Corrosion Resistance | 1500+ Hours Salt Spray Test | 500 – 800 Hours Salt Spray Test |
| Yield Strength ($R_{p0.2}$) | 130 – 210 MPa | 80 – 120 MPa |
| Primary Application | Chemical tanks, heat exchangers, HVAC | Guttering, roofing, interior panels |
Grain Structure and Metallurgical Consistency
In industrial aluminum processing, the recrystallization temperature and rolling reduction ratio are strictly controlled to ensure a fine grain size. A refined grain structure is essential for preventing “orange peel” effects during mechanical deformation and ensuring isotropic mechanical properties.
- Industrial Equiaxed Grains: Achieving a grain size of G8 or finer (ASTM E112) ensures that stress is distributed evenly across the substrate, preventing localized thinning or failure in pressurized systems.
- Decorative Surface Morphology: For residential applications, the grain structure is optimized for anodic oxidation or coating wetting. While strength is secondary, the surface must be free of “tiger stripes” or directional banding that could ghost through a thin Polyester (PE) coating.

Impurity Control and Pinhole Mitigation Standards
Impurity management is the cornerstone of B2B quality assurance for color-coated coils used in harsh environments. Elements like Iron (Fe) and Silicon (Si) can form intermetallic compounds that act as initiation sites for pit corrosion.
- Chemical Homogeneity: Industrial-grade coils utilize vacuum degassing and ceramic foam filtration (CFF) during casting to reduce non-metallic inclusions to <0.01mm²/kg.
- Pinhole Detection: In high-precision industrial coils (especially those <0.2mm), online laser pinhole detectors are used. A single pinhole can lead to the failure of a vapor barrier or chemical liner.
- Decorative Tolerance: For residential siding or roofing, pinholes are managed through tension leveling and cleaning (degreasing/chromating), where the primary concern is preventing “solvent pop” during the curing of the color coating.