

Influence of Aluminum Substrate Temper (H14, H24, O) on Color-Coated Coil Performance
The temper of an aluminum substrate—specifically H14 (Work Hardened), H24 (Work Hardened and Partially Annealed), and O (Annealed)—directly dictates the mechanical properties, formability, and surface integrity of color-coated coils. In the color-coating process, the substrate must balance yield strength with elongation to survive high-speed roll coating and subsequent fabrication (bending, roll-forming, or deep drawing). H14 provides high rigidity for flat panels but limited flexibility; H24 offers an optimal “half-hard” compromise for architectural profiles; and O temper allows for extreme deformation in deep-drawn components. Selecting the incorrect temper results in coating cracking (T-bend failure) or structural deformation under wind loads.
Technical Parameter Comparison: Substrate Temper vs. Application Performance
The following table outlines how different tempers of common alloys (e.g., 1100, 3003, 3105) interact with color-coating layers like PVDF or PE (Polyester).
| Temper | Tensile Strength (MPa) | Yield Strength (MPa) | Elongation (%) | Formability (T-Bend) | Typical Applications |
| O (Soft) | 70 – 110 | 30 – 50 | 20% – 35% | 0T – 0.5T | Deep-drawn containers, complex decorative moldings, lighting reflectors. |
| H14 (1/2 Hard) | 120 – 165 | 100 – 145 | 2% – 8% | 2T – 3T | ACP (Aluminum Composite Panels), signage, flat ceiling tiles, appliance wraps. |
| H24 (1/2 Hard) | 120 – 160 | 95 – 140 | 5% – 12% | 1T – 2T | Roofing sheets, gutter systems, roller shutters, honeycomb panels. |
| H16 (3/4 Hard) | 150 – 190 | 135 – 175 | 1% – 5% | 3T – 5T | Structural spacers, high-stiffness industrial cladding. |
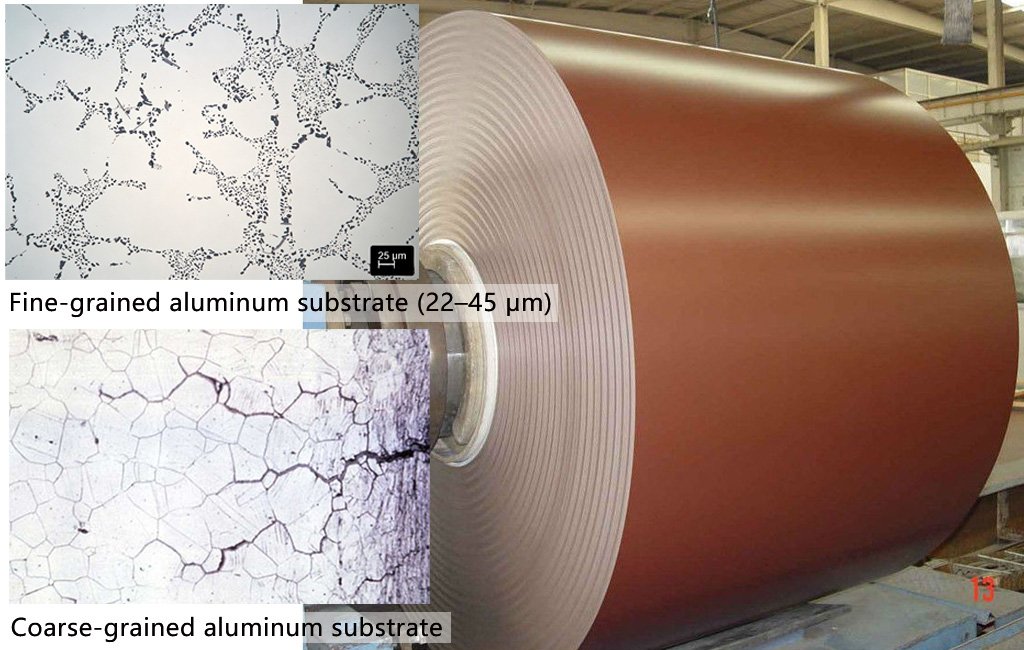
Mechanical Properties of H14 vs. H24 in Architectural Profiles
In the world of Architectural Color Aluminum, the distinction between H14 and H24 is critical. Both are considered “half-hard,” but their manufacturing paths differ. H14 is reached strictly through strain hardening (cold rolling), resulting in a grain structure that is highly directional and prone to cracking if bent against the rolling direction.
Conversely, H24 involves strain hardening followed by partial annealing. This “recovery” process stabilizes the mechanical properties, providing a higher elongation-to-strength ratio. For color-coated roofing or cladding, H24 is the industry standard because it allows the coil to be roll-formed into complex trapezoidal or sinusoidal shapes without micro-fracturing the aluminum or the protective Polyvinylidene Fluoride (PVDF) topcoat.
Deep Drawing and the Utility of O-Temper Substrates
For industrial applications requiring maximum ductility, such as capacitor shells, deep-drawn kitchenware, or complex automotive heat shields, the O temper (annealed) is mandatory.
When color-coating O-temper aluminum, the coating must be a high-flexibility system (often specialized epoxy or flexible polyesters). The primary challenge with O-temper is its low yield strength, which makes the coil susceptible to “stretching” during the tension-controlled coating line process. Maintaining precise web tension is essential to prevent gauge reduction or wrinkling of the soft substrate while curing the coating at temperatures typically ranging from 210°C to 250°C (PMT – Peak Metal Temperature).