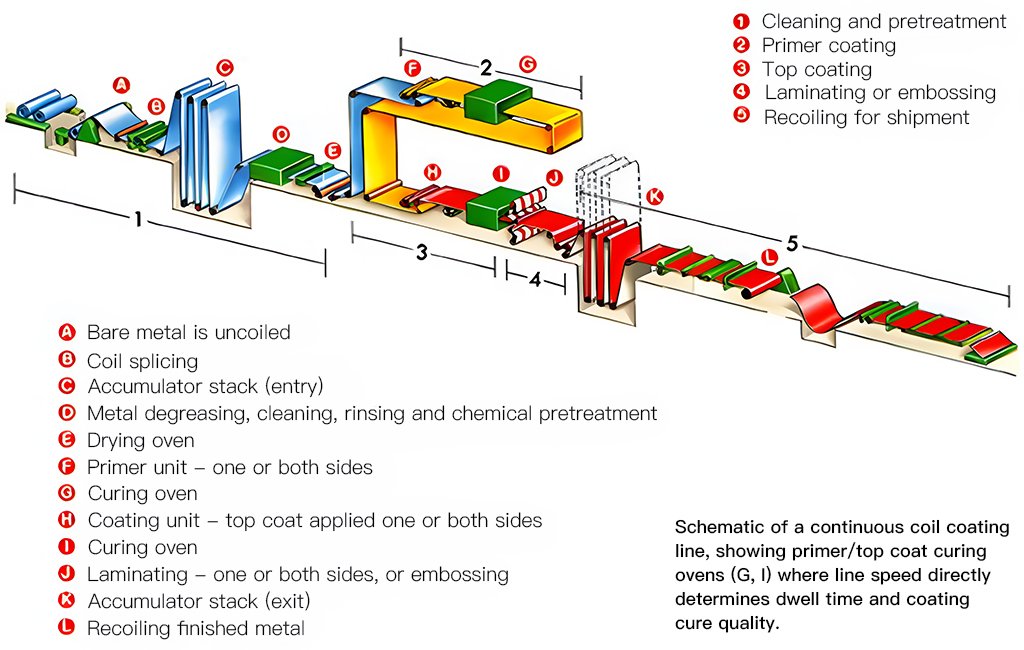

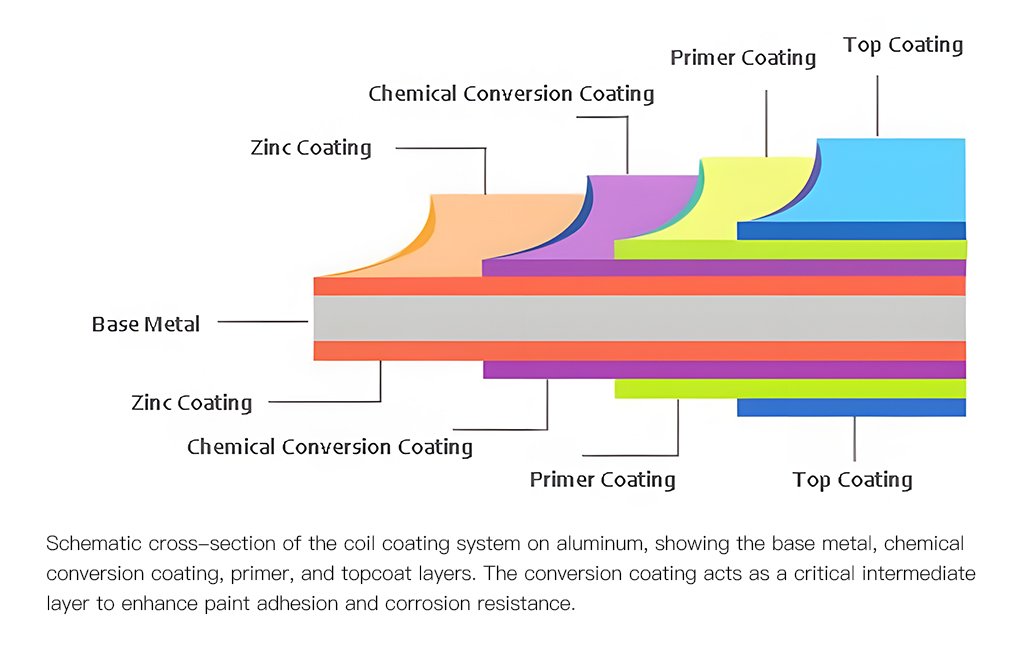
In the continuous coil coating process of aluminum, the conversion coating is a microscopic, chemically formed layer (typically , or roughly thick) that acts as the primary bridge between the raw aluminum substrate and the organic paint primer.
Applying liquid paint directly to bare, untreated aluminum yields poor adhesion and rapid corrosion failure. The conversion coating solves this by fundamentally altering the metal’s surface chemistry.
The Dual Purpose of Conversion Coatings
A conversion coating serves two critical, non-negotiable functions in a high-performance coating line:
1. Molecular-Level Adhesion Promotion
Bare aluminum naturally forms a thin, smooth, and chemically passive oxide layer (). This smooth topography offers very little mechanical “grip” for liquid primers.
The conversion coating chemically attacks and reacts with this surface, transforming a smooth, low-energy metallic surface into a high-energy, amorphous, and porous crystalline structure.
- The Mechanism: When the organic primer is applied over this treated surface, it flows into these microscopic pores. Once cured, it creates an intertwined mechanical interlock and strong covalent chemical bonds with the conversion layer. This guarantees that the paint system will not delaminate, peel, or blister when subjected to extreme downstream mechanical fabrication (such as bending, roll-forming, or deep drawing).
2. Under-Film Corrosion Inhibition (Passivation)
If moisture, oxygen, or corrosive ions (like chlorides, ) manage to permeate the organic topcoats, they migrate to the metal-primer interface. On bare metal, this triggers galvanic cells, leading to localized pitting or rampant filiform corrosion (spiderweb-like corrosion tracks under the paint).
The conversion coating passivates the aluminum substrate. It reduces the electrochemical reactivity of the metal surface, stifling anodic and cathodic reactions. Even if the paint layer is scratched deeply enough to expose raw metal to the atmosphere, the conversion coating restricts the corrosion from creeping laterally underneath the intact paint film (minimizing “scribe creep”).
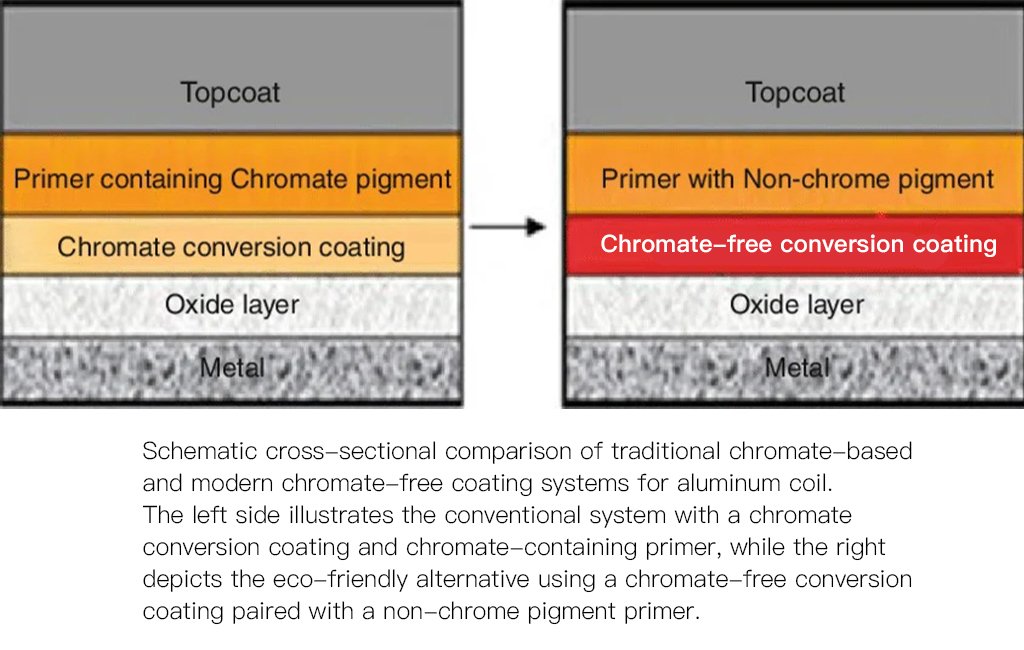
Chromate vs. Chromate-Free Conversion Coatings
Historically, hexavalent chromium () was the global industry standard due to its unmatched self-healing properties. However, environmental regulations (such as RoHS and REACH) have driven a massive industry shift toward chromate-free alternatives.
Chromate Conversion Coatings (Traditional Standard)
Typically utilizing hexavalent chromium () or trivalent chromium (), these coatings react with aluminum to form an amorphous complex of hydrated aluminum and chromium oxides.
- The “Self-Healing” Mechanism: The defining technical advantage of hexavalent chromate is its solubility. If the coating is scratched or damaged, residual ions in the surrounding intact layer dissolve slightly in ambient moisture and migrate to the exposed bare aluminum site, chemically re-passivating the scratch.
- Drawbacks: Hexavalent chromium is a known carcinogen and environmental hazard, requiring heavily regulated and expensive wastewater treatment facilities.
Chromate-Free Conversion Coatings (Modern Standard)
To meet strict environmental and health mandates, modern coating lines utilize advanced chromate-free chemistries, primarily based on Fluorotitanic acid (), Fluorozirconic acid (), or silane-based organic-inorganic hybrids.
- The Mechanism: These formulas react with the aluminum substrate to deposit an ultra-thin, highly dense ceramic matrix of Titanium Dioxide () or Zirconium Dioxide () combined with aluminum oxides.
- Performance Comparison: While they lack the active “self-healing” mobility of hexavalent chromium, modern premium Zirconium/Titanium conversion coatings match or exceed traditional chromate systems in dry/wet paint adhesion and neutral salt spray resistance (achieving when paired with a high-quality PVDF paint system). They are completely non-toxic, generate no hazardous sludge, and eliminate heavy-metal disposal compliance costs.