
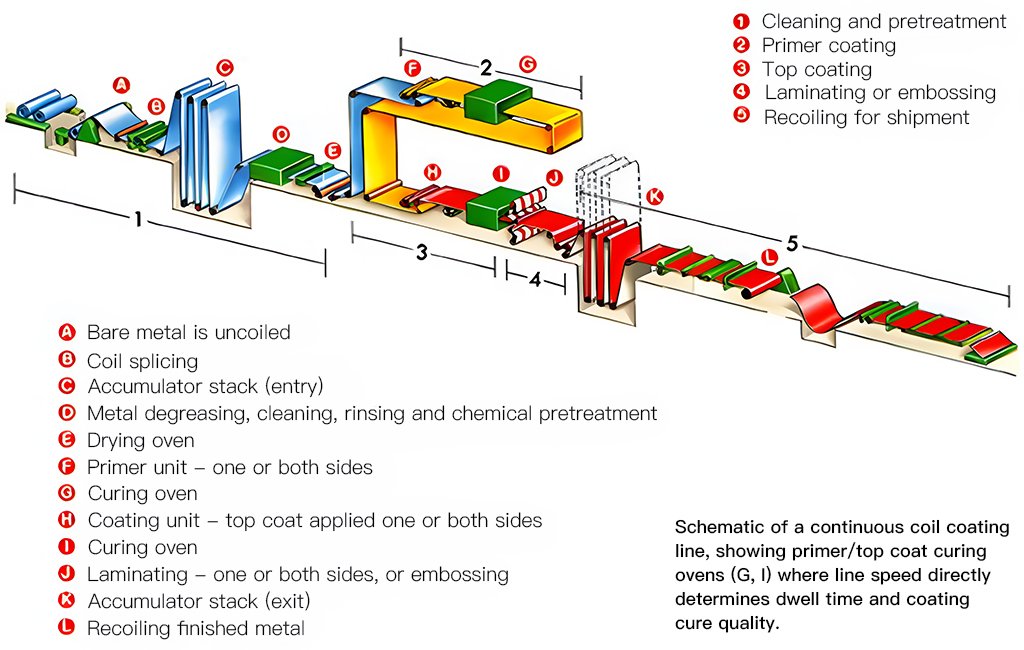
The line speed of a continuous coil coating line is a critical process variable that directly governs the thermal kinetics of the curing oven. Because the aluminum strip moves continuously through a flotation or catenary oven, the line speed determines the exact duration the coating layer spends under specific temperature zones.
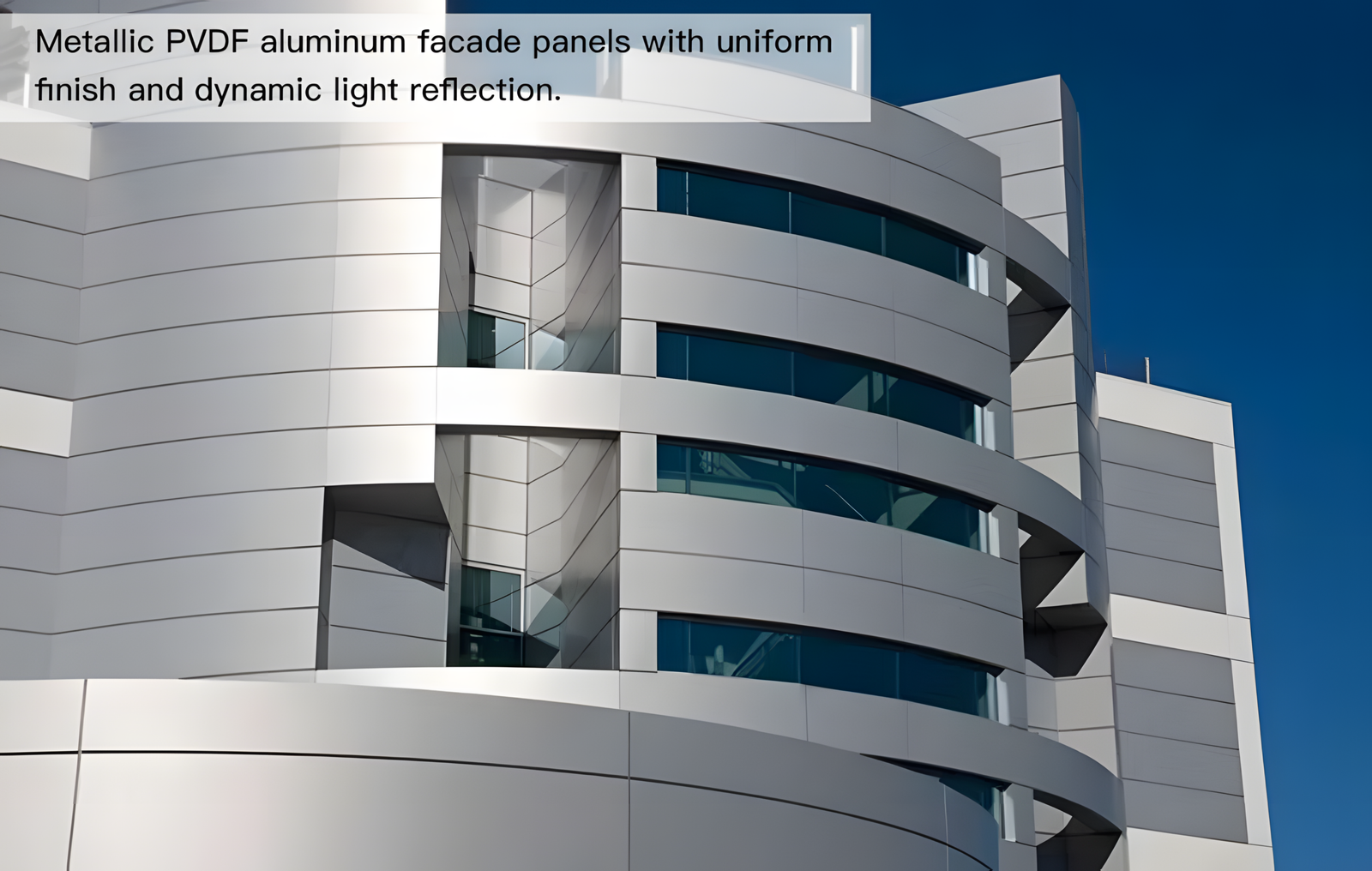
Optimizing this parameter ensures the coating reaches its targeted Peak Metal Temperature (PMT) without under-curing or over-curing, both of which degrade the final quality of the color-coated aluminum coil.
The Core Relationship: Line Speed vs. Curing Time
In a continuous coating line, the relationship between oven dwell time (), oven zone length (), and line speed () is expressed linearly:
Because the oven length () is physically fixed, any modification to the line speed () inversely compresses or expands the window available for the solvent to evaporate and the polymer matrix to cross-link.
Modern high-speed lines operate anywhere from 60 to 150 meters per minute (m/min). If the line speed is mismatched with the oven’s thermal capacity (air velocity and temperature settings), the physical and chemical properties of the final product will fail quality control standards.
Impacts of Inappropriate Line Speed on Final Quality
1. Excessively High Line Speed (Under-Curing)
When the line speed is too fast for the thermal profile of the oven, the aluminum substrate fails to reach its required PMT (typically between 210°C and 250°C, depending on the paint system). This results in an under-cured coating film.
- Solvent Entrapment and Blistering: The rapid transit prevents low-boiling solvents from evaporating fully before the top surface of the paint forms a skin. Residual solvents trapped in the film later vaporize during storage or forming, causing microscopic micro-blistering or pinholes.
- Poor Cross-Linking Density: Polymeric coatings (like PVDF, HDP, or Polyester) rely on thermal energy to trigger cross-linking agents. Insufficient time at PMT results in incomplete chemical bonding, leading to a soft, easily scratched surface.
- Mechanical Failure (Cracking during forming): Under-cured coatings exhibit poor adhesion and flexibility. When the coil undergoes downstream roll-forming or bending, the coating will easily crack, delaminate, or peel from the aluminum substrate.
- Low Chemical Resistance: The structural vulnerability allows moisture, UV rays, and corrosive ions () to easily penetrate the film, drastically reducing the coil’s weatherability.
2. Excessively Low Line Speed (Over-Curing)
Conversely, running the line too slowly extends the dwell time past optimum parameters, exposing the coating to excessive thermal energy—resulting in over-curing.
- Thermal Degradation and Embrittlement: Extended exposure to high temperatures causes the polymer chains to break down (scission) or cross-link excessively. This strips the coating of its elasticity, making it highly brittle.
- Color Shifting () and Yellowing: Over-curing oxidizes the organic resins and pigments. This shifts the target color, frequently resulting in yellowing (especially prominent in white or light-colored coatings) and a severe loss of gloss.
- Substrate Softening: Aluminum alloys (especially heat-treatable series like the 3000 or 5000 series) can undergo partial annealing or loss of mechanical strength if held at elevated temperatures for too long, altering the structural yield strength of the final panel.
Dynamic Control in Modern Coil Coating Lines
To maximize output without sacrificing quality, modern aluminum coil coating lines utilize advanced automated thermal profiling systems.
If the operator increases the line speed to boost production capacity, the control system automatically implements a corresponding adjustment:
- Zonal Air Temperature Escalation: The air temperature in the initial and middle zones of the oven is raised to force rapid heat transfer into the moving aluminum strip.
- Variable Air Velocity Control: High-velocity nozzles increase the convection heat transfer coefficient, ensuring the aluminum reaches its target PMT despite the shortened dwell time.
- Chilled-Water Quenching Synchronization: As speed increases, the water-quench section at the exit of the oven must increase its cooling rate to immediately halt the curing reaction before the strip reaches the exit coiler.