Regional Selection Guide for Color-Coated Aluminum Coils
Selecting color-coated aluminum coils requires matching the alloy metallurgy and coating chemistry to local atmospheric corrosivity categories (ISO 9223). Environmental stressors like high rainfall, abrasive windborne sand, and high marine salt spray trigger distinct degradation mechanisms—such as filiform corrosion, coating erosion, and UV-induced photo-oxidation. Optimizing the combination of Aluminum Alloy Grade, Coating Type, and Coating Thickness (μm) ensures structural integrity and limits color shifting (Delta E ≤ 5.0) over extended service lifetimes.
Technical Parameter Matrix by Regional Environment
The following data matrix outlines the minimum engineering specifications required for color-coated aluminum coils to withstand specific regional environmental stressors.
| Environmental Region | Primary Stressors | Recommended Alloy Grade | Optimal Coating Type | Minimum Coating Thickness (μm) | Salt Spray Resistance (ISO 9227) | UV Resistance Rating (EN 13523-10) |
| Rainy Southern Regions | High Humidity, Constant Moisture, Acid Rain (SO2) | AA3003 / AA3004 (Manganese-alloyed) | High-Durability Polyester (HDP) or PVDF | ≥ 25 | ≥ 1,000 hours | RUV3 to RUV4 |
| Windy & Sandy Northern Regions | Wind Abrasion, High UV, Thermal Shock (ΔT) | AA3003 / AA3105 (Structural strength) | Hardened Polyurethane (HDPE/PUR) or Feve | ≥ 30 (Two-coat or textured) | ≥ 750 hours | RUV4 (Excellent color retention) |
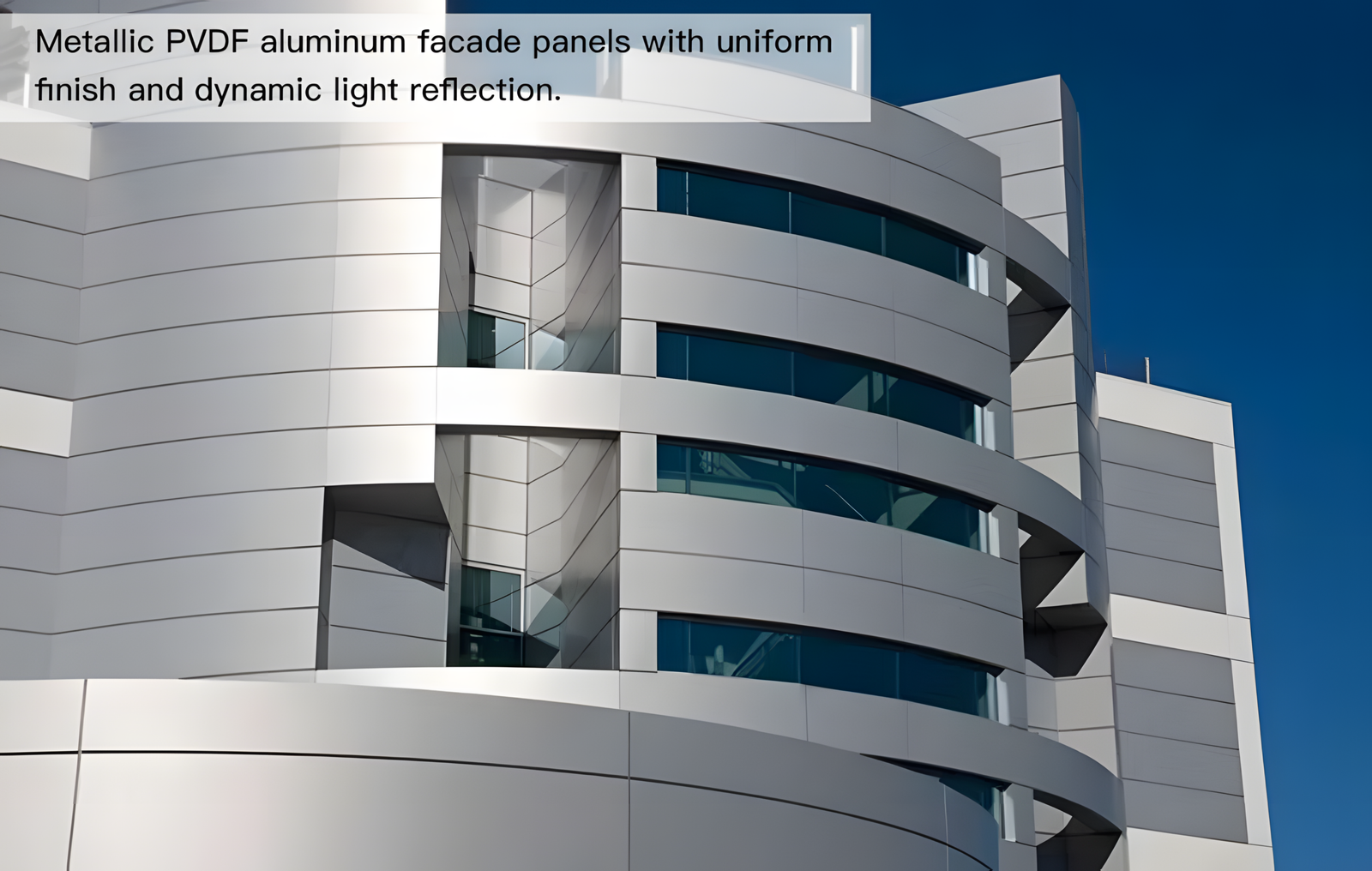
| Coastal & High Salt Spray | Chloride Ions (Cl⁻), High Salinity, Marine Moisture | AA5052 / AA5754 (Magnesium-alloyed) | Polyvinylidene Fluoride (PVDF, 70% Kynar 500) | ≥ 35 (Three-coat system) | ≥ 3,000 hours | RUV4 (Maximum chalking resistance) |
Tailoring Coatings to Specific Regional Stressors
High Humidity and Acid Rain (Rainy Southern Regions)
In hot, high-humidity, and industrial regions, moisture combined with sulfur dioxide (SO2) forms weak acids that attack the coating interface. This environment accelerates filiform corrosion if the aluminum substrate is not properly sealed.
To mitigate this risk, a high-durability polyester (HDP) or a standard 2-coat Polyvinylidene Fluoride (PVDF) coating is required. The PVDF molecular structure, formed by strong carbon-fluorine bonds, resists chemical degradation from acid rain, maintaining a color retention rate of over 85% after 10 years of outdoor exposure.

Mechanical Abrasion and UV Degradation (Windy & Sandy Northern Regions)
Northern regions present dual challenges: high windborne sand particles that physically erode the protective coating, and high UV radiation that degrades the polymer matrix, leading to chalking.
For these conditions, standard soft coatings fail prematurely due to abrasive wear. Specifying a scratch-resistant polyurethane (PUR) or a Fluoroethylene Vinyl Ether (FEVE) coating increases surface hardness. The coating thickness should be increased to 30μm, often using a textured surface finish to deflect impact energy from sand particles and preserve the structural alloy beneath.
Chloride Ion Attack (Coastal and Marine Environments)
Coastal regions are classified under the highest atmospheric corrosivity categories (C5-M). Airborne chloride ions (Cl⁻) penetrate microscopic pores in paint films, leading to severe galvanic and pitting corrosion when they reach the aluminum substrate.
The industry baseline for marine environments within 5 km of saltwater is a 70% Kynar 500 / Hylar 5000 PVDF system applied over a high-magnesium 5000-series aluminum alloy. This requires a 3-coat system (minimum 35μm DFT) where the thick primer layer acts as an impermeable barrier to chloride ions, preventing corporate asset degradation and lowering building maintenance costs over a 20-to-30-year service life.